









A través del Láser Peening se pueden introducir, en las áreas consideradas críticas y con el fin de retardar el nacimiento de grietas y frenar la propagación de las que aparezcan, cargas compresivas con una profundidad excepcional y una precisión prácticamente quirúrgica.
El Láser Peening no sustituye al Shot Peening convencional; sin embargo, presenta una serie de peculiaridades que lo convierten en un método más apropiado para determinadas aplicaciones.
El Láser Peening viene usándose desde hace años para mejorar el comportamiento a fatiga de componentes críticos en aeronáutica tales como álabes de turbina y aeroestructuras; sin embargo, ahora también se recurre a este método para realizar peen forming de alas en las nuevas generaciones de aviones intercontinentales. El Láser peen forming realiza básicamente el mismo proceso que el Peen Forming, pero debido a la mayor profundidad del trabajo plástico, es capaz de trabajar con mayores radios de curvatura, permitiendo así conseguir perfiles de ala con aerodinámicas más eficientes.
Han aparecido también varias aplicaciones en otros sectores como automoción, generación eléctrica, desechos nucleares, yacimientos petrolíferos, implantes médicos y deportes.
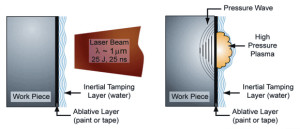
Un rayo láser, aproximadamente 25 Joules durante 18 nanosegundos de una fuente Nd:glass se proyecta sobre la pieza donde se desean introducir tensiones residuales de compresión. La zona a tratar puede cubrirse con un material que actuará como una capa ablativa además de como aislante térmico; en otros casos, se puede tratar directamente, lo que haría necesario el tener que eliminar de alguna forma unas pequeñas micras del material tratado.
Se lanza un chorro de agua muy fino sobre la superficie del material y el láser pasa a través del mismo; este láser se absorbe por la superficie del metal o por la capa ablativa. Dicha absorción rápidamente ioniza y vaporiza una mayor parte de la superficie del material para generar plasma que absorbe el resto del pulso láser.
El plasma genera aproximadamente 100kBar usando el agua como medio inerte para confinar la presión. Este rápido aumento en la presión crea una onda expansiva que penetra en el metal, generando así deformaciones plásticas cerca de su superficie.
Esta deformación plástica da como resultado tensiones residuales de compresión que penetran en un rango desde 1mm hasta 8mm dependiendo del material y de las condiciones de proceso. Esta capa de tensiones de compresión es más tolerante a daños y supone una barrera contra la iniciación y crecimiento de grieta, mejorando obviamente el comportamiento a fatiga, corrosión bajo tensión y fatiga de contacto (fretting).
Múltiples disparos del láser sobre una superficie patrón predefinida crearán una capa de tensiones residuales de compresión en la superficie y por debajo de la misma. El proceso se puede ajustar para un tipo de producto y su posible mecanismo de fallo o para permitir diseños con altas cargas de trabajo en elementos donde el peso máximo de la pieza es crítico.
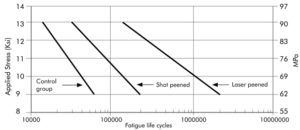
Arriba se muestran los beneficios de una capa de tensiones residuales de compresión excepcionalmente profunda. La curva S-N muestra resultados frente a test de fatiga de Aluminio 6061-T6. El test consiste en la comparación de tres tipos de probetas, uno sin tratar, otro tratado con shot peening tradicional y el último tratado con Láser Peening.
